Contribuer à l’avancée de la technologie dans le secteur de la métallurgie
Apportant sa contribution dans le recherche de nouvelles techniques d’usinage, AAMS à effectuer plusieurs études démontrant l’efficacité des méthodes utilisées :
Étude de cas 1
Contexte :
Le forage profond implique l’utilisation de pompes haute pression – secteur automobile.
Objectif :
Passer au forage MQL – économie d’énergie.
Méthodes :
1- Sélectionner les outils optimaux sur le marché
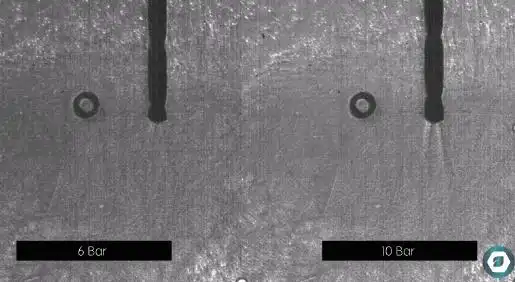
2- Définir les paramètres MQL (variante d’huile + jusqu’à 10 bars)
3- Preuve de concept
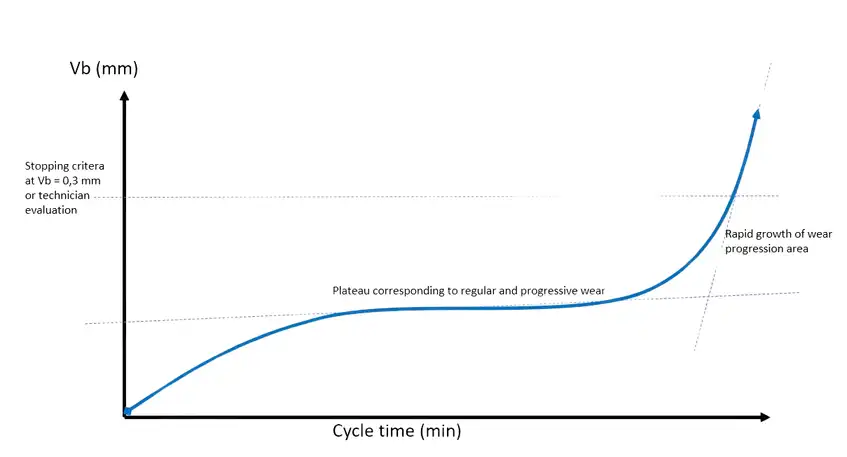
4- Test de durée de vie des outils
Conclusion :
MQL adapté
Énergie économisée
Durée de vie des outils ISO : MQL vs lubrification classique
Étude de cas 2
Contexte :
Projet en consortium – fournisseur d’huile – matériaux aérospatiaux.
Objectif :
Évaluation de la durée de vie des outils en utilisant 5 variantes de lubrification.
Méthodes :
1- Définition du protocole de test de durée de vie des outils
2- Test comparatif de durée de vie avec différents lubrifiants (3 répétitions)
3- Analyse de l’usure des outils
Conclusion :
Jusqu’à 30 % de différence de durée de vie des outils
Réduction des coûts des outils

Étude de cas 3
Contexte :
L’utilisateur final anticipe une croissance de la production dans le secteur médical.
Objectif :
Audit de l’unité de production et amélioration de la productivité.
Méthodes :
1- Audit d’une journée de l’unité de production et plan d’actions
2- Tests réalisés sur le site de production
3- Livraison des cartes de machinabilité utilisant les techniques DOE
4- Changement des paramètres de production + suivi
Conclusion :
Jusqu’à 40 % de gain de productivité.

Étude de cas 4
Contexte :
Projet en consortium (fabricant d’outils, université, AAMS).
Objectif :
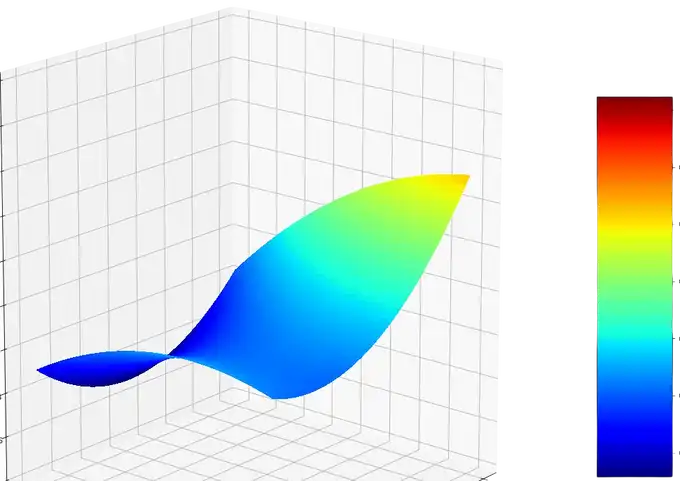
Évaluer le coefficient de frottement et la contribution thermique d’un revêtement AlTiSiN afin de trouver une solution d’usinage pour les alliages Gamma-TiAl.
Méthodes :
1- Stratégie de test utilisant la méthode DOE
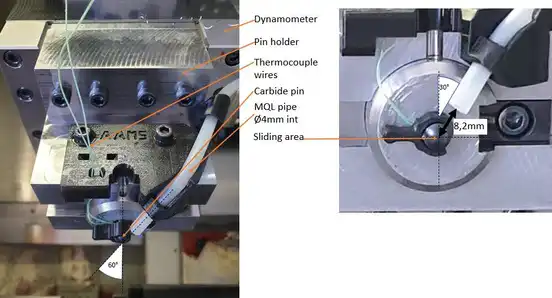
2- Utilisation d’un dispositif à grande vitesse et haute pression avec broche et cylindre
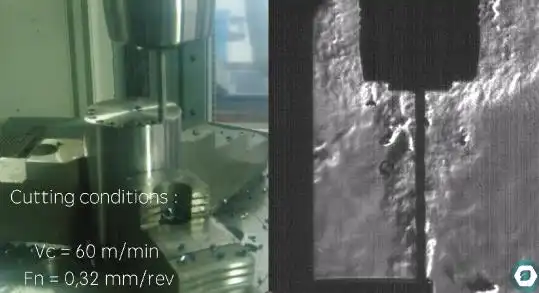
3- Test de l’alliage Ti-6Al-4V par rapport au Gamma-TiAl en conditions de lubrification sèche, humide et MQL
4- Mesure des forces de frottement et du flux thermique à travers la broche
Conclusion :
Création d’un pack de connaissances sur la cartographie du frottement des revêtements pour le consortium.
Étude de cas 5
Contexte :
Formation de l’équipe.
Objectif :
Démonstration sur machine CNC + session de formation.
Méthodes :
1- Définition de la journée de démonstration avec le client
2- Transfert de connaissances
3- Packs marketing
Conclusion :
Formation jusqu’à 50 personnes sur 2 jours.

Étude de cas 6
Contexte :
Projet en consortium (utilisateur final, fournisseur de matériaux et d’outils – marché aérospatial).
Objectif :
Fabrication d’éprouvettes pour tests mécaniques.
Méthodes :
1- Création du processus de fabrication
2- Fabrication des éprouvettes
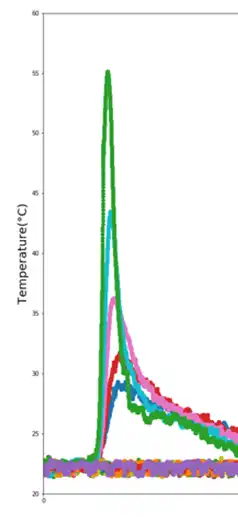
3- Enregistrement durant la fabrication de :
• Température des éprouvettes et historique du flux thermique
• Historique des charges mécaniques des éprouvettes
• Historique des charges vibratoires des éprouvettes
• Cartographie 3D de la rugosité des éprouvettes
Conclusion :
Qualification d’un nouveau procédé d’usinage.