Les équipements et services dédiés aux innovations de demain
AAMS proposes des services et prestations.

Accroître la durabilité de votre processus.

Améliorer la qualité de votre processus.

Monter en compétences dans le secteur.
On vous accompagne tout au long du processus.

Conseils et accompagnement
AAMS accompagne nos clients dans la gestion des flux de production d’usinage tout en étudiant les technologies et conditions optimales afin d’améliorer leur compétitivité.

Se former aux bonnes pratiques
Vous aidez à comprendre les processus mis en place afin d’optimiser la production d’usinage et d’analyser l’usures d’outils ainsi que de la programmation CFAO est pour nous l’occasion de vous transmettre les bonnes pratiques. Nos formations

Mesures qualitatives
Des mesures post usinage sont réalisées sur la rugosité, les contraintes résiduelles ainsi que la dureté (inclut les nanoindentation santé matière *composite ou métallique*). Et effectuons une analyse microstructurelles des matériaux avant et après usinage.

Test de caractérisation
Mettre en place des essais de fatigue sur différents matériaux : cyclage traction/compression, flexion 4 points, possibilité d’essais de fatigue en haute température (1500°C).

Évaluation des performances
Rugosité des surface usinées, mesure tridimentionnelles, parachèvement de pièces réalisées en fabrication additive (expertise sur les matériaux titane et inconel), accompagnement sur la conception des pièces additives métalliques.
Équipements et machines :


Hermle C40
– 24 000 tr/min
– Pmax 40% ED (24kW)
– Courses des axes (X/Y/Z) : 850/700/500 mm
– Vitesse de déplacement des axes : 60 m/mm
– Accélération linéaire : 10 m/s
– Surface de bridage pièces : Ø800 mm
– Type de broche : Capto C5
– CN : Heidenhain ITC530
– Lubrifiants utilisées :
MQL Interne monocanal via banc SKF (Multi-huiles)
– Émulsion : réglable de 10 à 80 bars

Météor 10 pci-scemm
– 24 000 tr/min
– Pmax S6 60% ED ts 2min (46kW)
– Courses des axes (X/Y/Z) : 700/600/550 mm
– Vitesse de déplacement des axes : 60 m/mm
– Accélération linéaire : 10 m/s2
– Effort max sur les axes : 5000 N
– Surface de bridage pièces : 630 mm
– Type de broche : HSK63
– CN : SIEMENS 840D
– Lubrifiants utilisées :
MQL VOGEL externe/interne monocanal
– Émulsion : réglable de 10 à 90 bars

centre de fraisage dmu60t DMG
– 18 000 tr/min
– Pmax S3 40% (135kW)
– Courses des axes (X/Y/Z) : 630/560/560 mm
– Vitesse de déplacement des axes (X/Y/Z) : 26/26/20 m/min
– Type de broche : HSK63 Verticale (peut-être indexée jusqu’a 45°)
– CN : Heidenhain ITC530
– Lubrifiants utilisées : en fonction de l’application client

tour vturn-a26 victor taichung
– 500 tr/min
– Pmax S1 (270kW)
– Courses des axes (X/Y/Z) : 260/1300 mm
– Vitesse de déplacement des axes : 24 m/min
– Diamètre de tournage maximum : 420 mm
– Diamètre de serrage mandrin maximum : 250 mm
– CN : FAUNC serie Oi-TD
– Lubrifiants utilisées : MQL interne via banc (Multi-huiles)
– Émulsion : 10 bar 3

vsc50 axa
– 4 500 tr/min
– Pmax 40% (56kW)
– Courses des axes (X/Y/Z) : 1500/700/750 mm
– Vitesse de déplacement des axes : 20 m/min
– Effort max sur les axes : 15 000 N
– Type de broche : Capto C8 Verticale
– CN : SIEMENS 840D
– Lubrifiants utilisées : MQL externe-bi-canal Menzel
– Émulsion : réglable de 20 à 40 bars

Microscope numérique : vhx 5000
– 18 MegaPixels x 3CM0S 50fps camera
– Analyse jusqu’a zoom de x200 sur pièces larges
– Reconstruction de surface 3D
– Analyse métallographique (comptage phases, porosités, inclusions)
– Tolérence de mesures sur axe z X50=50 µm, X5000=0,3 µm
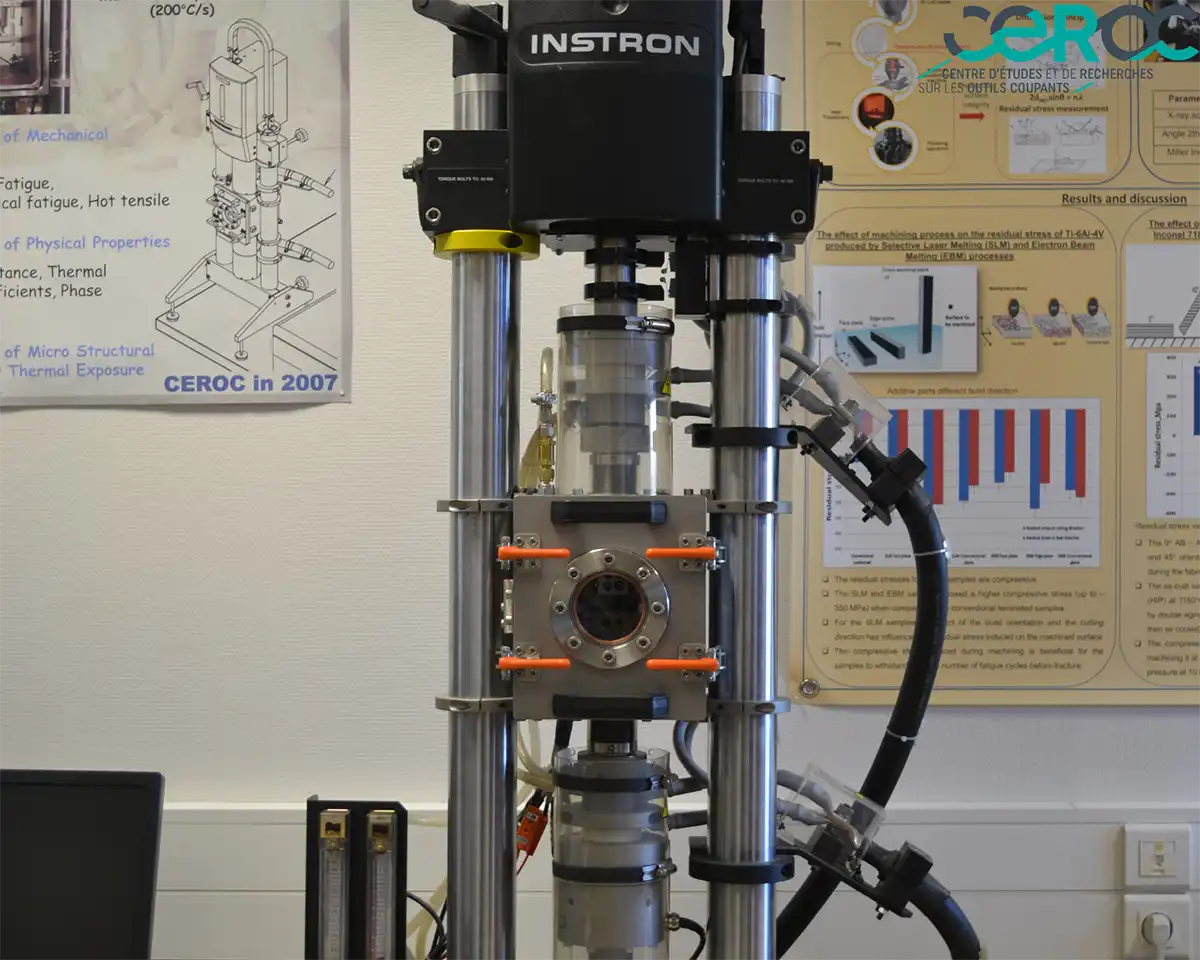
Machine de fatigue à haute température
– Cycles de compressions de traction selon 2 modes : Charge – Température / temps – déplacement – température
– Charges maximales : 3 kN
– Température jusqu’à 1500°C (rampe 200°C/s)
– Analyse des priorités physiques et mécanique (couplage température de charge ou température de déplacement)
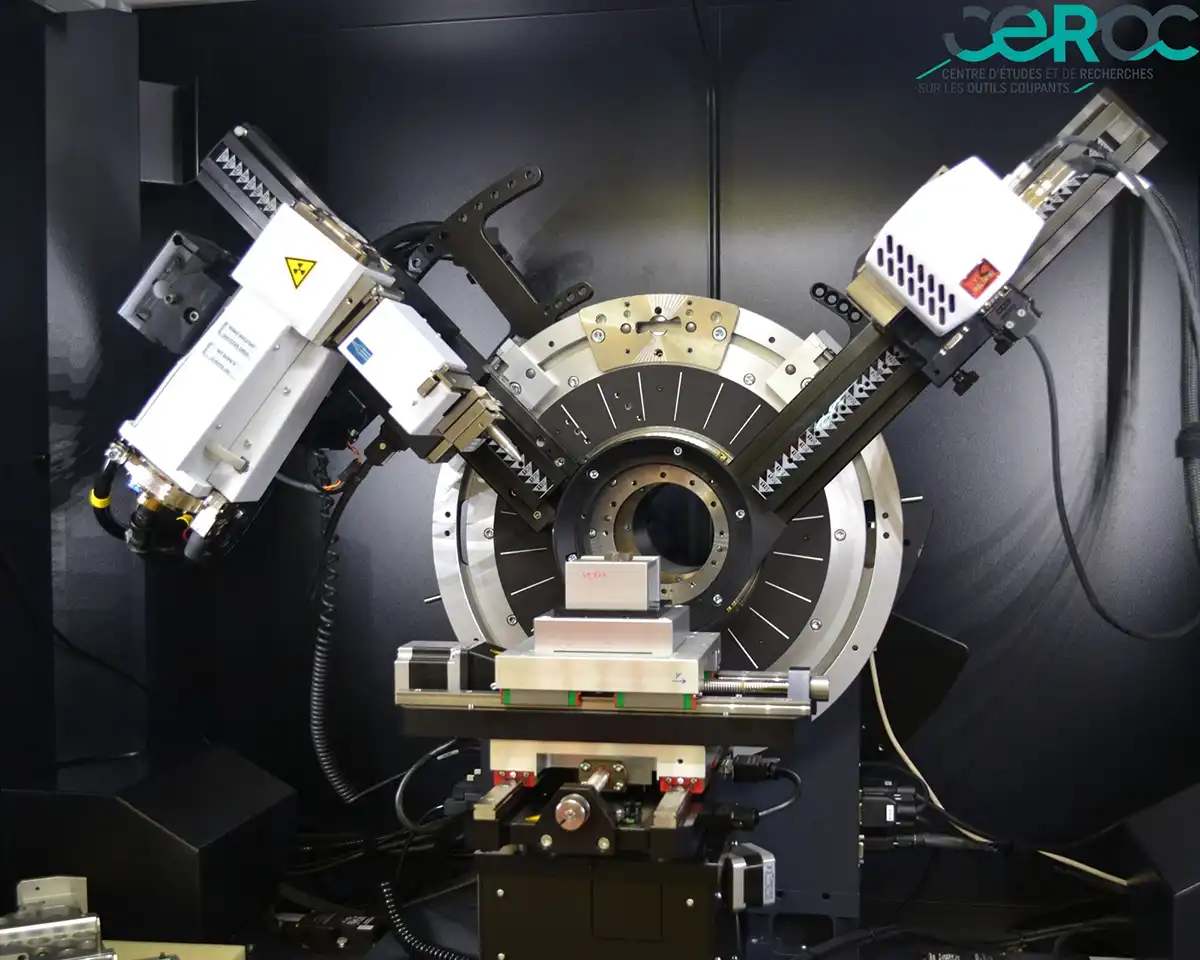
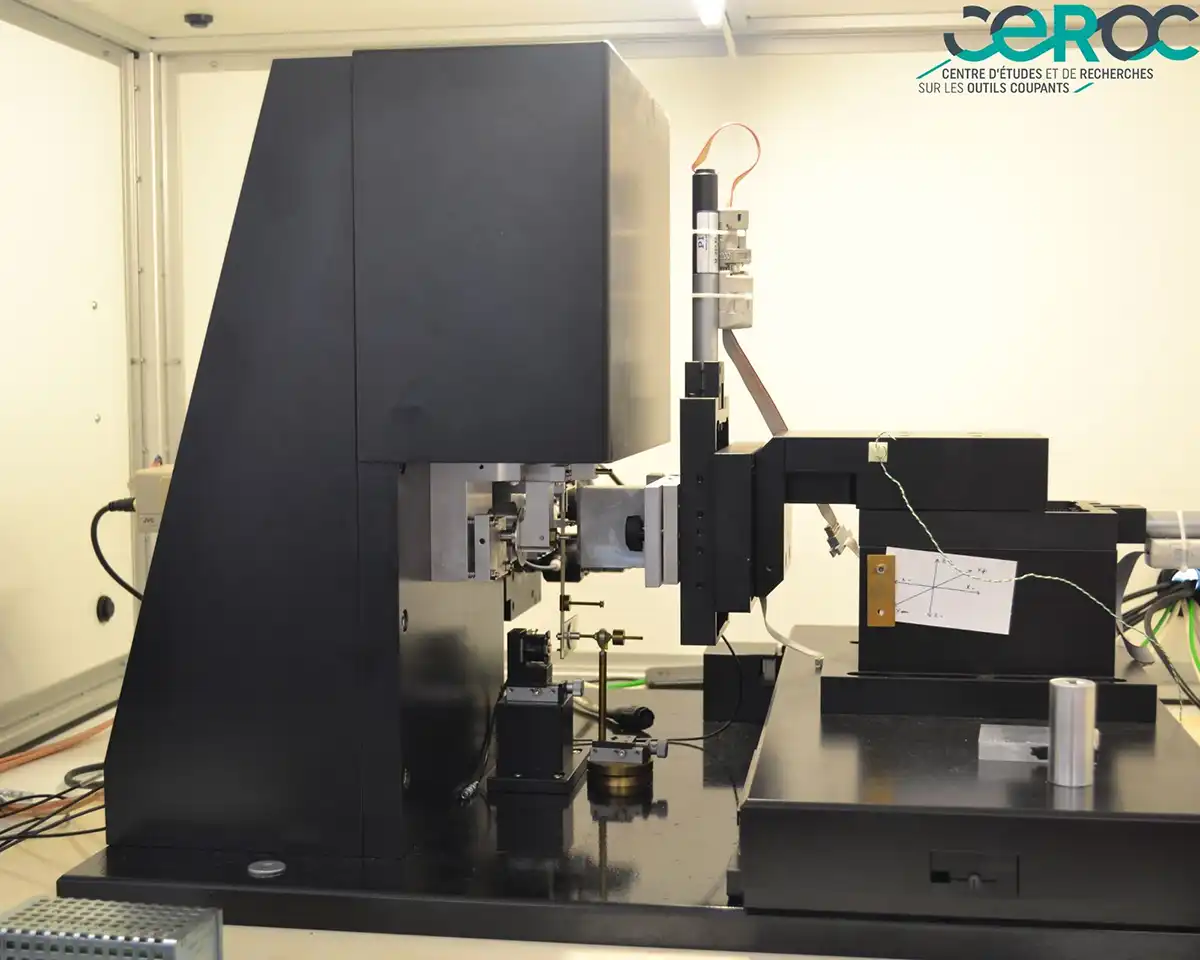
Machine de rayons x – discover 8 (bruker)
– SYSTÈME DE MESURE DE CONTRAINTES PAR DIFFRACTION
– Mesure de contraintes résiduelles sur les matériaux de type : Fer (structures ferritiques, austéniques aluminium Alliages de titane Cuivre Céramique (Alumine))
– Inconel 625-718
– Poids maximum admissible sur table : 5 kg hauteur d’échantillon maximum 150 mm
– Mesure d’austénite résiduelle sur l’aciers également
Nanoindenteur micromaterials ltd
– 2 gammes de chargements :
– Nano : 0,5 mN – 500 mN
– Micro : 500 mN – 20 N – 4 modules :
– Nano-Indentation
– Nano-Impact
– Nano-Impulse
– Nano-Scratch (update 750°C possible)
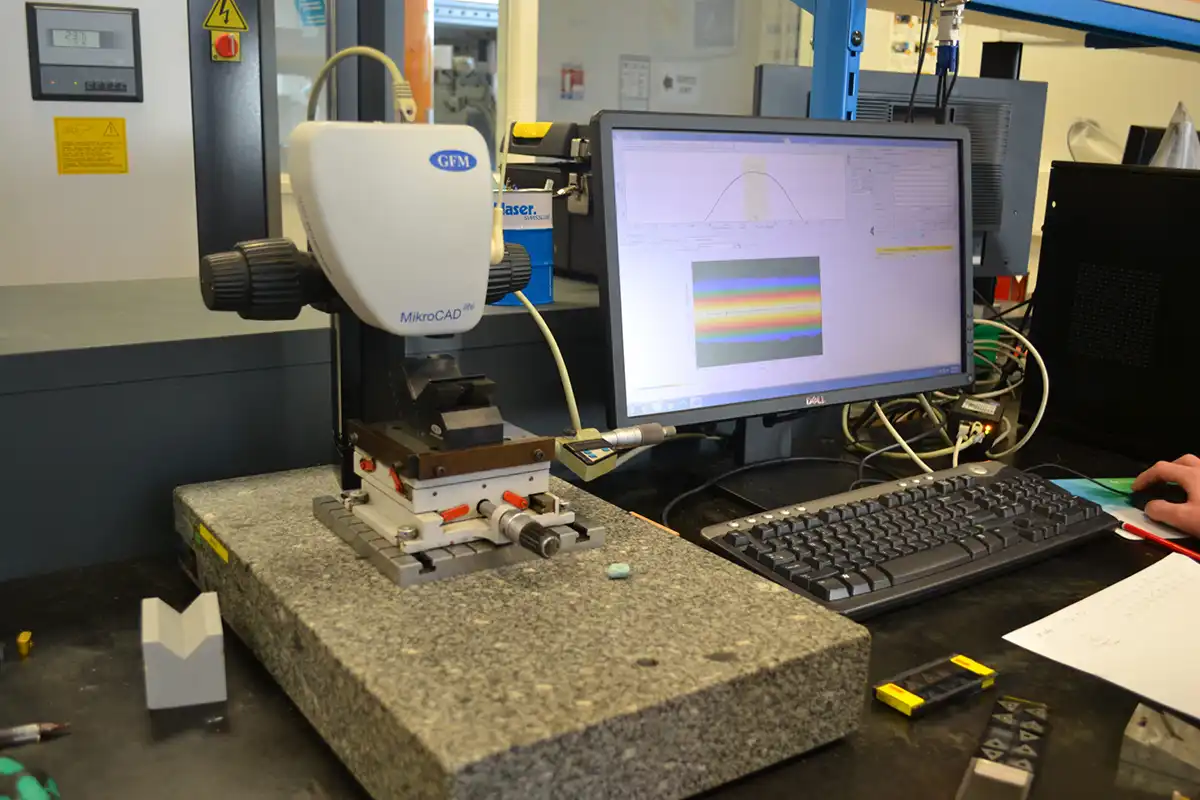
Mesure de préparations d’arêtes : GFM mikrocad lite
– Détermination du taux d’usure : K-factor
– Mesure 3D par interférométrie de lumière blanche (franges)
– Mesure des micro géométrie (angle de coupe, honning, T-land, K-land dimensions et angles)